
























Mica Quảng Cáo
Giác hút chân không

Nhựa định hình

Máy đùn nhựa

Composite

Máy ép nhựa

Ly nhựa

Đúc cát (Sand casting) hay còn gọi là đúc bằng công nghệ khuôn cát là quá trình đúc kim loại bằng cách đổ kim loại nóng chảy vào những khuôn làm sẵng bằng cát. Sau khi kim loại giảm nhiệt độ, rồi cứng lại theo hình dạng khuôn. Ta phá vỡ khuôn cát để lấy mẫu sản phẩm đúc ra ngoài. Đúc cát được sử dụng rộng rãi nhất trong sản xuất. Hầu như tất cả các kim loại đều có thể được đúc cát. Đúc cát có thể sản xuất sản phẩm có kích thước từ rất nhỏ đến cực kỳ lớn. Một số ví dụ về các mặt hàng được sản xuất trong ngành công nghiệp hiện đại bằng quy trình đúc cát là khối động cơ, vỏ máy, vỏ motor, đế máy công cụ, đầu xi lanh, vỏ bơm và van,…
Hầu hết các hoạt động đúc cát sử dụng cát silica (SiO2). Một lợi thế lớn của cát trong các ứng dụng sản xuất là cát không tốn kém. Một lợi thế khác của cát để sản xuất sản phẩm bằng các quá trình đúc kim loại, đó là cát rất chịu được nhiệt độ cao. Trên thực tế, đúc cát là một trong số ít các quá trình có thể được sử dụng cho các kim loại có nhiệt độ nóng chảy cao như thép, niken và titan. Thông thường cát được sử dụng để sản xuất khuôn cho quá trình đúc được giữ với nhau bằng hỗn hợp nước và đất sét. Một hỗn hợp điển hình theo thể tích có thể là 89% cát, 4% nước, 7% đất sét. Kiểm soát tất cả tính chất của cát là rất quan trọng khi sản xuất các sản phẩm bằng phương pháp đúc cát. Do đó, một phòng thí nghiệm mẫu cát là điều khá phổ biến ở các xưởng đúc quy mô lớn.
Đúc cát là một phương pháp được sử dụng rộng rãi để sản xuất đúc kim loại thô. Khi vừa đúc xong, các sản phẩm đúc này có kết cấu sần sùi, dễ nhận biết, mặc dù hầu hết các xưởng đúc sẽ gia công tinh làm bề mặt mịn hơn.
Các khuôn mẫu (pattern), là vật mẫu chuẩn được làm mẫu, từ đó ta đúc các sản phẩm khác dựa theo khuôn mẫu này. Khuôn mẫu được tạo ra đầu tiên bằng gỗ (được điêu khắc), bằng nhựa hoặc kim loại. Khuôn mẫu được làm lớn hơn một chút so với kích thước mong muốn của sản phẩm, để tính toán độ co trong quá trình làm mát.
Hộp đúc là thiết bị dùng để chứa cát, khuôn mẫu và kim loại nóng chảy. Hộp đúc được cấu tạo gồm 2 nửa hộp, có thể ghép lại với nhau. Mô hình (khuôn mẫu) được đặt trong một hộp đúc, sau đó một nửa chứa đầy hỗn hợp cát (đá nghiền), đất sét và nước. Cát được nén chặt xung quanh mẫu. Sau đó, quá trình được lặp lại với nửa trên của mẫu. Hai nửa khuôn sau đó được tách ra và mô hình khuôn mẫu được lấy ra ngoài. Khuôn mẫu này sau đó có thể được sử dụng để tạo các khuôn khác. Một lỗ, được gọi là phểu được đục lỗ trên đỉnh của khuôn để cho phép kim loại nóng chảy được đổ vào khuôn. Lỗ thứ, được gọi là lỗ thoát, để kim loại nóng chảy lắp đầy khuôn và dâng lên. Việc này đảm bảo rằng kim loại nóng chảy lắp đầy khuôn.
Có 4 phương pháp chuẩn bị cát cho khuôn, từ đó, tương ứng tạo ra bốn loại khuôn cát độc đáo sau đây:
Khuôn cát xanh sử dụng hỗn hợp cát, nước và đất sét hoặc chất kết dính. Thành phần tiêu biểu của hỗn hợp là 90% cát, 3% nước và 7% đất sét hoặc chất kết dính. Khuôn cát xanh là ít tốn kém nhất và được sử dụng rộng rãi nhất.
Khuôn bề mặt khô bắt đầu giống như khuôn cát xanh, nhưng vật liệu kết dính được cho thêm vào. Bề mặt tiếp xúc (bề mặt cavity) được làm khô bằng đèn khò hoặc đèn sưởi để tăng độ bền của khuôn. Làm như vậy cũng cải thiện độ chính xác kích thước và bề mặt hoàn thiện, nhưng sẽ làm giảm độ sập. Khuôn bề mặt khô đắt hơn, đòi hỏi nhiều thời gian để sản xuất ra khuôn, do đó làm hiệu suất không cao.
Trong khuôn cát khô, đôi khi được gọi là khuôn hộp lạnh, cát chỉ được trộn với chất kết dính hữu cơ. Khuôn được tăng cường bằng cách nung nó trong lò nhiệt. Khuôn sau khi nung có độ chính xác kích thước cao, nhưng đắt tiền và dẫn đến tỷ lệ sản xuất thấp hơn.
Cát trong khuôn không nung được trộn với nhựa lỏng và, sau đó, cứng ở nhiệt độ phòng.
1. POURING CUP: Cốc chứa kim loại nóng chảy: Đó là cái cốc để rót kim loại nóng chảy vào khuôn.
2. SPRUE: Phểu rót: Phểu để dẫn kim loại nóng chảy đi vào khuôn.
3. RUNNER: Đường dẫn: Giúp dẫn kim loại nóng chảy đi từ phểu vào lõi của khuôn.
4. GATE: Cổng: Nơi cuối hành trình của đường dẫn, đây là nơi bắt đầu của Cavity (lòng khuôn đúc).
5. RISER: Phần dâng lên: Một hồ chứa kim loại nóng chảy được cung cấp để bù cho sự co lại của kim loại khi nó giảm nhiệt độ.
6. MOLD CAVITY: Lòng khuôn: Phần rỗng trong một khuôn được tạo ra bằng cách lấy ra khuôn mẫu. Lòng khuôn có kích thước giống y như khuôn mẫu. Khi chứa đầy kim loại nóng chảy, nó tạo thành một vật đúc.
7. COPE: Phần nửa trên của hộp đúc hay nửa trên của khuôn đúc.
8. PARTING LINE: Mặt ngăn cách giữa 2 nửa khuôn, tương ứng với sự tách biệt giữa 2 bộ phận của khuôn.
9. DRAG: Phần nửa dưới của hộp đúc hay nửa dưới của khuôn đúc.
Chu trình xử lý đúc cát bao gồm sáu giai đoạn chính, được giải thích dưới đây:
Bước đầu tiên trong quy trình đúc cát là tạo khuôn cho đúc. Với phương pháp đúc không tái sử dụng khuôn, bước làm khuôn phải được thực hiện cho mỗi 1 sản phẩm đúc. Một khuôn cát được hình thành bằng cách đóng gói cát vào mỗi nửa khuôn. Cát được đóng gói xung quanh mô hình vật mẫu, đó là một bản sao của hình dạng bên ngoài của vật cần được đúc. Khi mô hình khuôn mẫu được lấy ra khỏi khuôn cát, khoang đúc sẽ được định hình dựa theo biên dạng của phần cát còn lại. Bất kỳ biên dạng bên trong của vật đúc không thể được hình thành bởi khuôn mẫu. Mà các biên dạng b6n trong được hình thành bởi các lõi riêng biệt được làm bằng cát trước khi hình thành khuôn. Thông tin chi tiết về làm khuôn sẽ được mô tả trong phần tiếp theo. Thời gian làm khuôn bao gồm định vị mẫu, đóng gói cát và loại bỏ mẫu. Thời gian làm khuôn bị ảnh hưởng bởi kích thước của bộ phận, số lượng lõi và loại khuôn cát. Nếu loại khuôn yêu cầu thời gian làm nóng hoặc nướng, thời gian làm khuôn tăng đáng kể. Ngoài ra, bột mịn bôi trơn thường được rắc lên các bề mặt của khoang khuôn để tạo điều kiện cho việc lấy mô hình khuôn mẫu ra khỏi khuôn cát dễ dàng. Việc sử dụng chất bột mịn bôi trơn cũng giúp cải thiện dòng chảy của kim loại và có thể cải thiện bề mặt của vật đúc. Chất bột mịn bôi trơn được sử dụng được lựa chọn dựa trên nhiệt độ cát và kim loại nóng chảy.

Một khi khuôn đã được chế tạo, nó được dành cho kim loại nóng chảy được đổ. Bề mặt của khoang khuôn được bôi trơn để tạo điều kiện cho việc lấy sản phẩm đúc dễ dàng. Sau đó, các lõi được định vị và các nửa khuôn được đóng lại và kẹp chặt với nhau. Điều cần thiết là các nửa khuôn vẫn được đóng an toàn tron quá trình đổ khuôn và giảm nhiệt độ dẫn đến định hình.
Kim loại nóng chảy được duy trì ở nhiệt độ cài đặt trong lò. Sau khi khuôn đã được kẹp, kim loại nóng chảy có thể được múc từ thùng chứa của nó trong lò và đổ vào khuôn. Việc rót có thể được thực hiện bằng tay hoặc bằng máy tự động. Đủ kim loại nóng chảy phải được đổ để lấp đầy toàn bộ khoang và tất cả các kênh trong khuôn. Thời gian rót rất ngắn để ngăn chặn sự hóa rắn sớm của bất kỳ một phần nào của kim loại.
Kim loại nóng chảy được đổ vào khuôn sẽ bắt đầu nguội và đông cứng sau khi nó đi vào khoang. Khi toàn bộ khoang được lấp đầy và kim loại nóng chảy đông cứng lại, hình dạng cuối cùng của vật đúc được hình thành. Khuôn không thể được mở cho đến khi hết thời gian làm mát. Thời gian làm mát mong muốn có thể được ước tính dựa trên độ dày thành của vật đúc và nhiệt độ của kim loại. Hầu hết các lỗi, biến dạng, khuyết tật có thể xảy ra là kết quả của quá trình hóa rắn. Nếu một số kim loại nóng chảy nguội đi quá nhanh, một số bộ phận có thể biểu hiện sự co lại quá mức, vết nứt hoặc các phần không hoàn chỉnh. Các biện pháp phòng ngừa có thể được thực hiện trong việc thiết kế cả phần và khuôn và sẽ được khám phá trong các phần sau.
Sau khi thời gian đông đặc được xác định trước đã qua, khuôn cát có thể bị phá vỡ và đúc được loại bỏ. Bước này, đôi khi được gọi là quá trình rung lắc khuôn cát, thường được thực hiện bởi một máy rung. Sau khi loại bỏ, vật đúc có thể sẽ có một số lớp cát và oxit bám dính trên bề mặt. Bắn hoặc xịt khí nén thường dùng để loại bỏ bất kỳ cát còn lại, đặc biệt là từ các bề mặt bên trong, và làm giảm độ nhám bề mặt.
Trong quá trình làm mát, sẽ có những phần kim loại dư thừa được làm cứng lại. Vật liệu dư thừa này phải được cắt từ vật đúc bằng cách cắt hoặc cưa, hoặc sử dụng máy cắt tỉa. Thời gian cần thiết để cắt vật liệu dư thừa có thể được ước tính từ quá trình thiết kế. Một vật đúc lớn hơn sẽ đòi hỏi thời gian cắt tỉa lâu hơn. Các vật liệu phế liệu thu được từ việc cắt tỉa này thường được nấu lại, tái sử dụng trong quá trình đúc cát tiếp theo. Tuy nhiên, vật liệu phế liệu có thể cần được điều chỉnh lại thành phần hóa học thích hợp trước khi tái sử dụng.

Cát thường có khả năng chịu được mức nhiệt độ cực cao, và nói chung cho phép thoát khí khá tốt. Sản xuất với đúc cát cho phép tạo ra các vật đúc với hình học phức tạp. Tuy nhiên, sản xuất đúc cát chỉ tạo ra độ chính xác về kích thước cho phần đúc. Sau khi đúc cát được lấy ra khỏi khuôn cát, nó bị bong ra, tất cả cát được loại bỏ khỏi vật đúc, và hệ thống gating bị cắt bỏ một phần. Sản phẩm đúc sau đó có thể trải qua các quá trình sản xuất tiếp theo như xử lý nhiệt, gia công và / hoặc tạo hình kim loại. Kiểm tra luôn được thực hiện trên phần hoàn thiện để đánh giá hiệu quả và sự hài lòng của khách hàng.
Sử dụng máy bơm chân không vòng nước 2 cấp vừa không đủ lực hút, làm cát không cứng, sản phẩm tạo ra bị rỗ, ngoài ra còn ồn và tốn điện, phải thay nước liên tục.
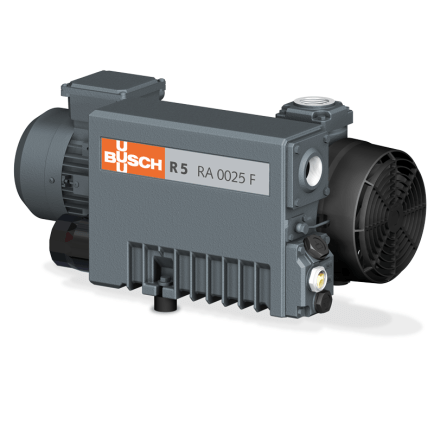
Good Motor đề xuất sử dụng bơm chân không vòng dầu 1 cấp, với cùng một lưu lượng nhưng đỡ tốn điện hơn và không mất công sức kiểm soát như bơm vòng nước, không cần thay nước thường xuyên. Điều này giúp cát cứng hơn, sản phẩm tạo ra tốt hơn, mịn hơn, các công đoạn được giảm tải và chi phí sử dụng cũng giảm theo.